

Я довіряю гвинтовому корпусу з ПВХ-труб для екструзії, оскільки він виготовлений з високоякісної легованої сталі та має передові покриття. Я бачу, як ці характеристики допомагають йому протистояти нагріванню, тиску та зносу. Порівняно зі стандартними варіантами, преміальний...Одногвинтова бочка з ПВХ трубислужить до шести разів довше. Я також покладаюся наодношнековий циліндр для видувного формуванняіОдношнековий екструдер для ПЕ трубдля важких робіт.
Матеріал та конструкція гвинтової бочки з ПВХ труб для екструзії

Вибір високоякісної легованої сталі
Коли я вибираю шнекову бочку з ПВХ труб для екструзії, я зосереджуюся на легованій сталі. Правильно підібрана сталь має вирішальне значення для довговічності та продуктивності. Я покладаюся на такі матеріали, як38CrMoAlA та 42CrMoтому що вони пропонуютьвисока міцність і чудова зносостійкістьЦі сталі витримують складні умови екструзії, включаючи високі температури та тиск. Я також шукаю бочки з біметалевою облицюванням або облицюванням з нержавіючої сталі, коли мені потрібен додатковий захист від корозії, спричиненої хлорними сполуками ПВХ.
Ось деякі з найпоширеніших легованих сталей та їх використання:
| Легована сталь / Матеріал | Ключові характеристики | Застосування в ПВХ гвинтових бочках |
|---|---|---|
| AISI 4140 | Гарна міцність, термічно оброблюваний, широко доступний | Стандарт для більшості гвинтових бочок з ПВХ |
| AISI 4340 | Вища міцність, краще проникнення при термічній обробці | Використовується для глибоких прольотів або гвинтів малого діаметра |
| Нітралої 135-М | Алюміній для азотування, покращена зносостійкість | Азотовані поверхні для тривалішого терміну служби |
| Нержавіюча сталь 17-4 PH | Міцний, стійкий до корозії | Менші гвинти, що потребують стійкості до корозії |
| Інструментальні сталі D2 та H13 | Висока зносостійкість, термічно оброблюваний, стійкий до корозії | Зони з високим рівнем стирання, гільзи, пластифікуючі гвинти |
| Інструментальні сталі CPM (CPM 10V тощо) | Чудова стійкість до стирання та корозії | Наповнені компаунди, тривала зносостійкість |
Я завжди вибираю марку сталі, виходячи з вимог процесу екструзії. Високоміцні леговані сталі та біметалеві сплави дають мені впевненість у тому, що шнекова труба з ПВХ для екструзії прослужить роками інтенсивного використання.
Удосконалена обробка поверхні та твердість
Обробка поверхні відіграє величезну роль у терміні служби моїх гвинтових стволів. Я використовую азотування для створення твердого шару на сталі, який може сягати 70 HRC. Цей шар стійкий до зносу та напружень, навіть коли ствол стикається з високим тиском і температурою. Хромування додає гладкої поверхні та зменшує тертя, що полегшує очищення та покращує плинність розплаву. Іноді я вибираю біметалеві сплави або покриття з карбіду вольфраму для ще більшої стійкості до стирання.
Порада: Азотування утворює нітридний шар товщиною близько 0,5-0,8 мм, який захищає ствол від зносу та корозії. Хромування, зазвичай товщиною 10-50 мікрон, підтримує гладкість поверхні та допомагає запобігти накопиченню матеріалу.
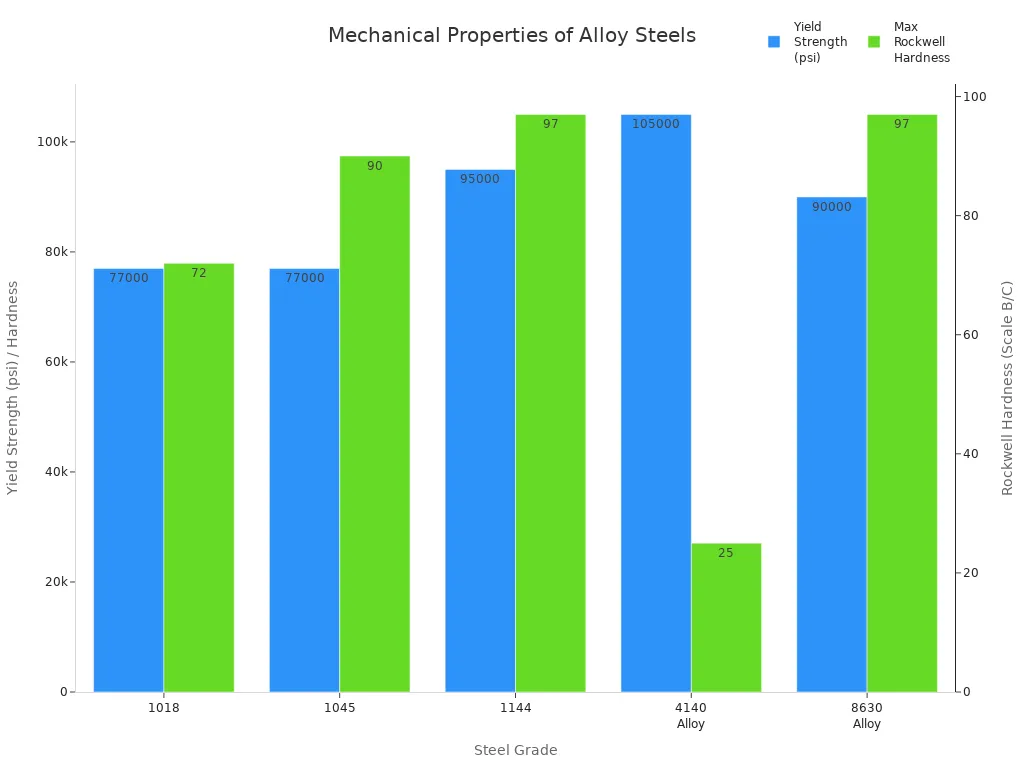
Ось короткий огляд механічних властивостей сталей, які я використовую:
| Марка сталі | Межа плинності (psi) | Максимальна твердість за шкалою Роквелла (шкала) | Примітки щодо властивостей та використання |
|---|---|---|---|
| Сплав 4140 | 60 000 – 105 000 | С20 – С25 | Міцний, пластичний, зносостійкий |
| 17-4 PH Нержавіюча сталь | 110 000 | С40 | Міцний, стійкий до корозії |
| Інструментальна сталь D2 | 90 000 | С55 | Висока зносостійкість, стійкість до корозії |
Я завжди підбираю обробку поверхні відповідно до типу пластику та добавок, які використовую. Таким чином, мій шнековий барабан для екструзії ПВХ-труб залишається надійним та ефективним.
Точне виробництво та структурна цілісність
Точне виготовлення є основою міцного шнекового барабана. Я довіряю обробці на ЧПК для забезпечення жорстких допусків, іноді з точністю до ±0,01 мм. Така точність забезпечує ідеальне зчеплення шнека та барабана, що є критично важливим для ефективного транспортування та змішування ПВХ. Я звертаю пильну увагу на геометрію шнека — ширину шнека, глибину каналу, крок та коефіцієнт стиснення. Ці характеристики допомагають мені контролювати тиск і температуру, запобігаючи деградації матеріалу.
- Я використовую вакуумні вентиляційні секції та змішувальні елементи для видалення затриманих газів та ретельного змішування добавок.
- Нагрівальні елементи та охолоджувальні канали в бочці дозволяють мені контролювати температурні зони, підтримуючи стабільність розплаву.
- Інтегровані системи керування дозволяють мені контролювати та коригувати процес у режимі реального часу, підтримуючи точність розмірів та запобігаючи дефектам.
Якщо я помічаю будь-який знос або відхилення від розмірів, я швидко реагую. Навіть невеликі зміни можуть знизити пропускну здатність та ефективність пластифікації, що призводить до нерівних стінок труби або нерозплавлених частинок. Підтримуючи точність, я гарантую, що мій гвинтовий барабан для екструзії ПВХ труб має стабільну якість та тривалий термін служби.
Конструкційні та експлуатаційні переваги гвинтової бочки з ПВХ труб для екструзії

Оптимізована геометрія шнека та рівномірна подача
Коли я вибираю шнековий барабан для екструзії ПВХ-труб, я звертаю пильну увагу на геометрію шнека. Правильна конструкція допомагає мені досягти плавної та рівномірної подачі ПВХ-матеріалу. Я шукаю характеристики, які сприяють ефективному транспортуванню та змішуванню. Ось деякі ключові елементи конструкції, які я враховую:
- Глибші смуги та канали в конвеєрній секції швидко переміщують матеріал, не спричиняючи надмірного зсуву.
- Глибина каналу зменшується від зони транспортування до зони дозування, що врівноважує плавлення та змішування.
- Більший крок польоту переміщує більше матеріалу з меншою силою, тоді як елементи реверсу допомагають контролювати потік і покращувати перемішування.
- Секція подачі забезпечує потік матеріалу та запобігає засміченню.
- Секція стиснення плавить і змішує ПВХ, використовуючи тепло від тертя.
- Дозувальна секція забезпечує стабільний вихід розплавленого матеріалу.
Я завжди переконуюся, що геометрія шнека відповідає властивостям ПВХ та потребам процесу екструзії. Така ретельна конструкція допомагає мені уникати дефектів і забезпечує стабільний потік матеріалу.
Якщо я помічаю будь-який знос шнека, я швидко дію. Навіть невеликі зміни в геометрії можуть спричинити нерівномірний потік і дефекти в кінцевій трубі. Підтримуючи шнек у найкращій формі, я підтримую високу якість екструзії та зменшую кількість відходів.
Інтегровані системи опалення та охолодження
Точний контроль температури є важливим для виробництва міцних та однорідних ПВХ-труб. Я покладаюся на передові системи нагрівання та охолодження, вбудовані в шнековий барабан. Ці системи допомагають мені підтримувати правильну температуру на кожному етапі екструзії.
| Тип системи | Опис | Контекст застосунку |
|---|---|---|
| Система опалення | Електричні методи нагрівання, такі як індукційний та резистивний нагрів, що застосовуються зовні ствола | Забезпечує тепло, необхідне для плавлення ПВХ |
| Система охолодження | Системи водяного або повітряного охолодження; повітряне охолодження для малих екструдерів, водяне для більших | Запобігає перегріванню та підтримує стабільну температуру |
Я використовую датчики температури для моніторингу процесу в режимі реального часу. Автоматизовані системи керування регулюють нагрівання та охолодження за потреби. Така установка підтримує стабільну температуру розплаву, що важливо для якості труб та точності розмірів.
- Контроль температури в кожній зоні забезпечує повне та рівномірне плавлення ПВХ.
- Правильна температура матриці запобігає провисанню або передчасному затвердінню труби.
- Системи охолодження допомагають трубі зберігати свою форму та зменшувати внутрішню напругу.
Завдяки цим системам я можу швидко адаптуватися до змін та уникати дефектів, таких як нерівні стіни або шорсткі поверхні.
Стійкість до зносу, корозії та високого тиску
Гвинтова бочка з ПВХ-труб для екструзії працює в складних умовах. Я вибираю бочки, виготовлені зі спеціальних сплавів та з сучасними покриттями, стійкими до зносу та корозії. Обробка ПВХ може виділяти соляну кислоту, яка руйнує звичайну сталь. Щоб запобігти цьому, я використовую біметалеві бочки з багатою на нікель футеровкою та твердими покриттями, такими як карбід вольфраму.
- Адгезійне зношування виникає, коли металеві деталі труться одна об одну.
- Абразивне зношування виникає через наповнювачі, такі як скловолокно або мінерали в ПВХ.
- Корозійне зношування спричинене хімічними речовинами, що виділяються під час обробки.
Я також стежу за тим, щоб матеріали шнека та циліндра відповідали один одному. Це запобігає проблемам, спричиненим різною швидкістю розширення при нагріванні. Регулярні перевірки та технічне обслуговування допомагають мені виявляти знос на ранній стадії та уникати серйозного ремонту.
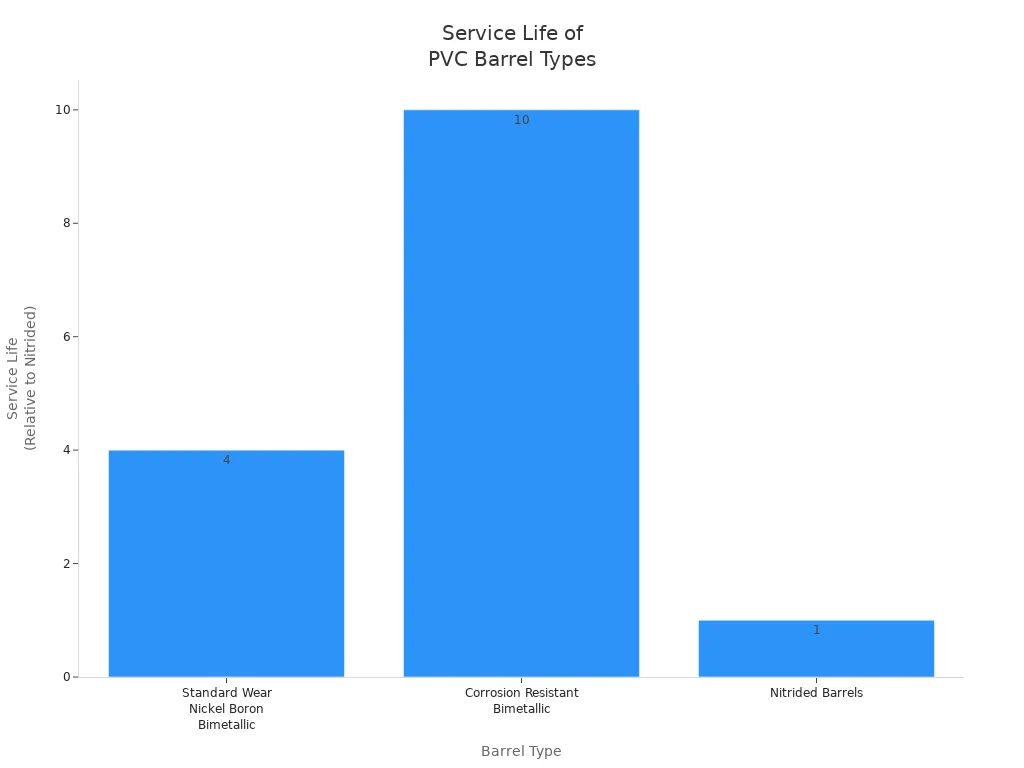
| Тип ствола | Зносостійкість | Стійкість до корозії | Термін служби порівняно з азотованими бочками |
|---|---|---|---|
| Стандартний знос нікель-бор біметалевий | Відмінна стійкість до стирання | Помірна стійкість до корозії | Принаймні в 4 рази довше |
| Корозійностійкий біметалічний | Відмінна зносостійкість | Чудово протистоїть HCl та кислотам | Більш ніж у 10 разів довше в агресивних середовищах |
| Азотовані бочки | Висока твердість поверхні | Погана стійкість до корозії | Базовий рівень (1x) |
Використовуючи ці матеріали та конструкції, я подовжую термін служби свого обладнання та забезпечую безперебійну роботу виробництва, навіть під високим тиском та з абразивними матеріалами.
Стабільна якість екструзії та тривалий термін служби
Я знаю, що стабільна якість є ключовою у виробництві ПВХ труб. Я контролюю важливі параметри, такі як температура, тиск і швидкість, щоб підтримувати стабільність процесу. Я використовую точні інструменти для перевірки розмірів труб і пошуку дефектів поверхні. Автоматизовані системи допомагають мені виявляти проблеми на ранній стадії та підтримувати процес у правильному руслі.
- Я відстежую обсяг продукції, рівень браку та споживання енергії для вимірювання продуктивності.
- Регулярне технічне обслуговування та перевірка вирівнювання допомагають мені уникнути простоїв.
- Міцні гвинтові барабани з біметалевим покриттям зменшують необхідність зупинятися для ремонту.
Коли я інвестую у високоякісну шнекову бочку для екструзії ПВХ труб, я бачу менше поломок і менше відходів. Мої витрати на обслуговування зменшуються, і я можу легше обробляти перероблені матеріали. Я також помічаю менше споживання енергії, оскільки обладнання працює ефективніше.
З мого досвіду, ці переваги призводять до значної економії коштів та підвищення продуктивності. Я можу дотримуватися термінів доставки та підтримувати задоволення своїх клієнтів.
Я інвестую в гвинтову бочку для екструзії ПВХ труб, оскільки вона забезпечує тривалий термін служби та стабільну якість труб.
- Модульні конструкції стволів та передові матеріали зменшують час простою та витрати на обслуговування.
- Регулярні перевірки та належне покриття допомагають мені відповідати галузевим стандартам.
| Вигода | Результат |
|---|---|
| Висока міцність | Нижчі експлуатаційні витрати |
| Передові технології | Покращення задоволеності клієнтів |
Найчастіші запитання
Як мені доглядати за гвинтовою бочкою для ПВХ труби для екструзії?
Я регулярно чищу ствол. Перевіряю його на наявність зносу та корозії. Швидко замінюю зношені деталі. Використовую рекомендовані мастила та контролюю температуру.
Порада: Плануйте щомісячні огляди, щоб виявити ранні ознаки зносу.
Яка обробка поверхні найкраще підходить для екструзії ПВХ з високим ступенем стирання?
Для більшості робіт я віддаю перевагу азотуванню. Під час обробки абразивних матеріалів я використовую біметалеві або карбід-вольфрамові покриття. Ці методи обробки подовжують термін служби та забезпечують стійкість до зносу.
Чи можна налаштувати геометрію гвинта для різних розмірів ПВХ труб?
Я співпрацюю з виробниками для коригуваннядіаметр гвинта, крок та глибина польоту. Спеціальна геометрія допомагає мені досягти оптимального потоку розплаву та стабільної якості труб будь-якого розміру.
| Варіант налаштування | Вигода |
|---|---|
| Діаметр | Відповідає товщині труби |
| Крок | Контролює потік матеріалів |
| Глибина польоту | Покращує якість змішування |

Час публікації: 27 серпня 2025 р.