

Машина для лиття пластмас під тиском ефективно перетворює сирий пластик на точні, складні форми. Цей процес пропонує чудові переваги:
- Виготовлення складних деталей з високою розмірною точністю.
- Забезпечення стабільної якості та повторюваності.
- Зниження виробничих витрат у великосерійному виробництві.
Удосконалені конструкції, такі як шнекова ливарна машина таМашина для лиття під тиском шнекового типу, покращити потік матеріалів та оптимізувати продуктивність. Крім того,Двоствольна машина для лиття під тискоміМашина для лиття під тиском гвинтаподальше підвищення ефективності та обсягу виробництва.
Блок впорскування в шнековій машині для лиття під тиском
Блок впорскування у шнековій машині для лиття під тиском відіграє ключову роль у перетворенні сирих пластикових гранул у розплавлений стан та впорскуванні їх у форму. Цей блок складається з трьох основних компонентів: бункера, циліндра та шнекового механізму. Кожна деталь сприяє ефективності та точності процесу лиття під тиском.
Хоппер
Бункер служить точкою входу для сировини з пластику. Він утримує пластикові гранули та подає їх у бочку для подальшої обробки. Сучасні бункери часто включають такі функції, як системи сушіння матеріалу для видалення вологи з гранул, забезпечуючи оптимальну якість розплаву. Підтримуючи постійну подачу матеріалу, бункер підтримує безперебійні виробничі цикли в шнековій термопластавтоматі.
Бочка
Ствол являє собою циліндричну камеру, в якій розміщений шнековий механізм. Він нагріває пластикові гранули до точки плавлення за допомогою кількох зон нагріву. Ці зони, зазвичай поділені на подачу, задню, середню та передню, дозволяють точно контролювати температуру, що є критично важливим для досягнення рівномірної якості розплаву. Правильний розподіл температури всередині циліндра запобігає таким проблемам, як деформація, неточності розмірів та деградація матеріалу. Цей ретельний контроль гарантує, що шнекова термопластавтоматична машина стабільно забезпечує високу якість продукції.
- Правильна температура в зоні ствола є важливою для ефективної роботи.
- Неправильні налаштування можуть призвести до дефектів кінцевого продукту.
- Удосконалені конструкції підвищують енергоефективність та знижують експлуатаційні витрати.
Гвинтовий механізм
Шнековий механізм є серцем інжекторного блоку. Він обертається всередині циліндра, змішуючи та плавлячи пластикові гранули, одночасно проштовхуючи розплавлений матеріал вперед. Конструкція шнека суттєво впливає на процес плавлення та інжекції. Наприклад, стаціонарнийгвинтові конструкціїпокращують пластикацію, забезпечуючи стабільний вплив зсуву та об'єм порції. Крім того, такі функції, як тарільчасті клапани, забезпечують точне керування, негайно вимикаючись, коли шнек зупиняється.
У повністю електричних шнекових ливарних машинах шнековий механізм забезпечує неперевершений контроль над швидкістю, тиском та позиціонуванням. Така точність мінімізує коливання між циклами, забезпечуючи стабільну швидкість заповнення та розмір порцій. Ці вдосконалення не тільки покращують якість розплаву, але й підвищують загальну ефективність процесу лиття під тиском.
- Автоматизація та інтеграція робототехніки ще більше збільшують обсяги виробництва.
- Енергоефективні конструкції гвинтів сприяють економії коштів.
- Стале використання матеріалів відповідає сучасним виробничим практикам.
Блок впорскування у шнековій термопластавтомати є прикладом синергії передової інженерії та точного керування. Його компоненти бездоганно працюють разом, забезпечуючи високоякісне, ефективне та надійне виробництво.
Затискні та прес-форми

Затискні та прес-форми є критично важливими компонентами ливарної машини для пластмас. Вони забезпечують надійне закриття форми під час процесу лиття під тиском та сприяють формуванню точних, високоякісних деталей. Ці вузли складаються з форми, плит та моторного приводу, кожен з яких відіграє окрему роль у процесі лиття під тиском.
Пліснява
Форма служить порожниною, де розплавлений пластик набуває форми. Її конструкція безпосередньо впливає на якість та консистенцію кінцевого продукту.Найкращі практики в проектуванні прес-формпідкреслюють рівномірну товщину стінки, щоб запобігти таким дефектам, як деформація та сліди западання під час охолодження. Плавні переходи між різною товщиною, що досягаються за допомогою фасок або зрізів, ще більше підвищують структурну цілісність.
- Правильна товщина стінки дозволяє уникнути косметичних дефектів, таких як деформація та просідання.
- Міцність конструкції можна покращити за допомогою ребер та фасонок замість збільшення товщини.
- Методи планування експериментів (DOE) допомагають виявляти недоліки на ранній стадії, забезпечуючи оптимальну продуктивність та надійність.
У шнековій термопластавтоматурі точність форми забезпечує можливість створення складних конструкцій та жорстких допусків. Ця здатність робить її ідеальною для виробництва складних деталей зі стабільною якістю.
Плити
Плити – це великі плоскі пластини, які утримують форму на місці та рівномірно розподіляють силу затиску. Їхня конструкція та структурна цілісність є життєво важливими для підтримки вирівнювання форми та забезпечення рівномірного тиску під час процесу лиття. Ключові технічні параметри, що впливають на ефективність плит, включають вплив ваги, несучу здатність та структурну оптимізацію.
| Параметр | Вплив на вирівнювання форми |
|---|---|
| Вплив ваги | Становить майже 70% загальної ваги машини, що впливає на стійкість та вирівнювання. |
| Економічне значення | Оптимізація дизайну зменшує споживання сировини, підвищуючи економічну ефективність. |
| Вплив на продуктивність | Забезпечує правильне вирівнювання форми та рівномірний розподіл тиску, що є критично важливим для високоякісного виробництва. |
| Структурна оптимізація | Покращує розмір, форму та розподіл матеріалу для кращого вирівнювання. |
| Вантажопідйомність | Підвищує довговічність та підтримує вирівнювання форми за умов експлуатаційних навантажень. |
У шнековій ливарній машині під тиском плити сприяють здатності машини виготовляти деталі з високою розмірною точністю. Їхня міцна конструкція забезпечує довговічність та стабільну продуктивність навіть за високих зусиль затискання.
Привід двигуна
Моторний привід забезпечує роботу затискного механізму, що дозволяє прес-формі точно відкриватися та закриватися. Він відіграє вирішальну роль у підтримці швидкості та точності процесу затискання.Сучасні моторні приводи, особливо в повністю електричних машинах, забезпечують покращений контроль над силою затискання та позиціонуванням. Така точність мінімізує знос форми та скорочує час циклу, підвищуючи загальну ефективність.
Енергоефективні моторні приводи також сприяють економії коштів та сталому розвитку. Оптимізуючи споживання енергії, вони відповідають сучасним виробничим практикам, які надають пріоритет екологічній відповідальності. У шнековій термопластавтомати моторний привід забезпечує безперебійну роботу, підтримуючи високошвидкісне виробництво без шкоди для якості.
Порада:Регулярне технічне обслуговування приводу двигуна може подовжити термін його служби та запобігти непередбаченим простоям, забезпечуючи безперебійне виробництво.
Затискні та прес-форми є прикладом синергії інженерії та точності в машинах для лиття пластмас під тиском. Їхня конструкція та функціональність безпосередньо впливають на здатність машини ефективно та надійно виготовляти високоякісні деталі.
Системи опалення та контролю температури
Ефективні системи нагрівання та контролю температури є важливими для підтримки якості та стабільності процесів лиття пластмас під тиском. Ці системи забезпечують досягнення пластиковим матеріалом правильної точки плавлення та стабільність температури форми протягом усього циклу.
Нагрівачі бочок
Нагрівачі для бочоквідіграють вирішальну роль у плавленні пластикових гранул до оптимальної температури. Вони використовують кілька зон нагріву для досягнення точного контролю температури, що життєво важливо для рівномірної якості розплаву. Ефективне управління температурою підвищує енергоефективність та покращує якість поверхні литих деталей.
- Правильний контроль температури бочок запобігає деградації матеріалу, особливо під час тривалого перебування.
- Підтримка цільової температури розплаву приблизно 490°F (240°C) забезпечує стабільний потік матеріалу та зменшує кількість дефектів.
- Коливання температури бочки можуть негативно вплинути на якість продукції, що робить необхідним ретельний моніторинг.
Удосконалені конструкції бочок часто включають енергоефективні нагрівальні елементи, що знижує експлуатаційні витрати, зберігаючи при цьому високу продуктивність. Ці функції відповідають сучасним виробничим практикам, які надають пріоритет сталому розвитку та ефективності.
Нагрівачі для цвілі
Нагрівачі прес-форми регулюють температуру прес-форми, забезпечуючи стабільну якість деталей та скорочуючи час циклу. Товщина матеріалу прес-форми суттєво впливає на швидкість теплопередачі. Товстіші секції довше зберігають тепло, тоді як тонші секції охолоджуються швидше. Регулювання параметрів нагрівача прес-форми залежно від товщини матеріалу запобігає таким проблемам, як деформація, та забезпечує рівномірний розподіл температури.
Наукові методи лиття додатково оптимізують продуктивність нагрівача прес-форм. Ці методи мінімізують час запуску, зменшують рівень браку та підвищують стабільність процесу. Підтримуючи точну температуру прес-форм, виробники досягають вищої прибутковості та ефективності.
Механізм контролю температури
Theмеханізм контролю температуризабезпечує стабільність і точність під час процесу формування. Передові стратегії, такі як експертне регульоване нечітке керування, поєднують традиційне ПІД-керування з нечіткою логікою для оптимізації температури циліндра. Такий підхід мінімізує перерегулювання та коливання, покращуючи загальну продуктивність системи.
| Стратегія контролю | Опис |
|---|---|
| Експертне регульоване нечітке керування | Поєднує експертне, нечітке та ПІД-керування для підвищеної стабільності та точності. |
| ПІД-регулювання | Традиційний метод схильний до перерегулювання та коливань. |
| Модель прогнозного керування | Відстежує швидкість впорскування, підвищуючи точність процесів лиття. |
Моделі машинного навчання, такі як алгоритми випадкового лісу, також сприяють енергоефективності, визначаючи ключові фактори, що впливають на споживання енергії. Ці інновації дозволяють виробникам збалансувати використання енергії з якістю деталей, що ще більше підвищує стійкість операцій лиття під тиском.
Гідравлічні та керуючі блоки
Гідравлічний блок та блок керування є важливими компонентами машини для лиття пластмас під тиском. Ці системи працюють разом, щоб забезпечити точну роботу, ефективну продуктивність тастабільна якість продукції.
Гідравлічна система
Гідравлічна система забезпечує рух механізмів впорскування та затискання. Вона створює силу, необхідну для впорскування розплавленого пластику у форму та підтримки тиску затискання під час процесу лиття. Гідравлічні насоси, клапани та циліндри утворюють основу цієї системи, забезпечуючи контрольовану та надійну роботу.
Сучасні гідравлічні системи включають передові технологіїпідвищення ефективностіНасоси зі змінним об'ємом регулюють швидкість потоку залежно від експлуатаційних потреб машини, зменшуючи споживання енергії. Крім того, пропорційні клапани забезпечують точний контроль тиску та потоку, забезпечуючи плавні та точні рухи. Ці функції сприяють здатності машини виробляти високоякісні деталі з мінімальними відходами.
Порада:Регулярне технічне обслуговування гідравлічних компонентів, таке як перевірка на наявність витоків та контроль якості оливи, може подовжити термін служби системи та запобігти простоям.
Панель керування
Панель керування виступає в ролі мозку ливарної машини. Вона контролює та регулює всі функції машини, забезпечуючи оптимальну продуктивність. Оснащена датчиками, панель керування збирає дані в режимі реального часу про критичні параметри, такі як температура, тиск і положення. Наприклад:
- Датчики вимірюють температуру та тиск і надають зворотний зв'язок щодо них.
- Кільцеве мембранне сенсори забезпечують точне вимірювання положення за допомогою тензометричних елементів.
Моделі машинного навчання, інтегровані в панель керування, ще більше розширюють її можливості. Ці моделі прогнозують параметри якості деталей, такі як межа текучості та модуль, оптимізуючи налаштування процесу для отримання стабільних результатів. Експериментальні результати підтверджують ці моделі, порівнюючи прогнозовані значення з фактичними результатами, що підтверджує їхню ефективність у підвищенні ефективності виробництва.
Гідравлічні та керуючі блоки є прикладом синергії механічних та цифрових технологій, що забезпечує точність та надійність машин для лиття пластмас під тиском.
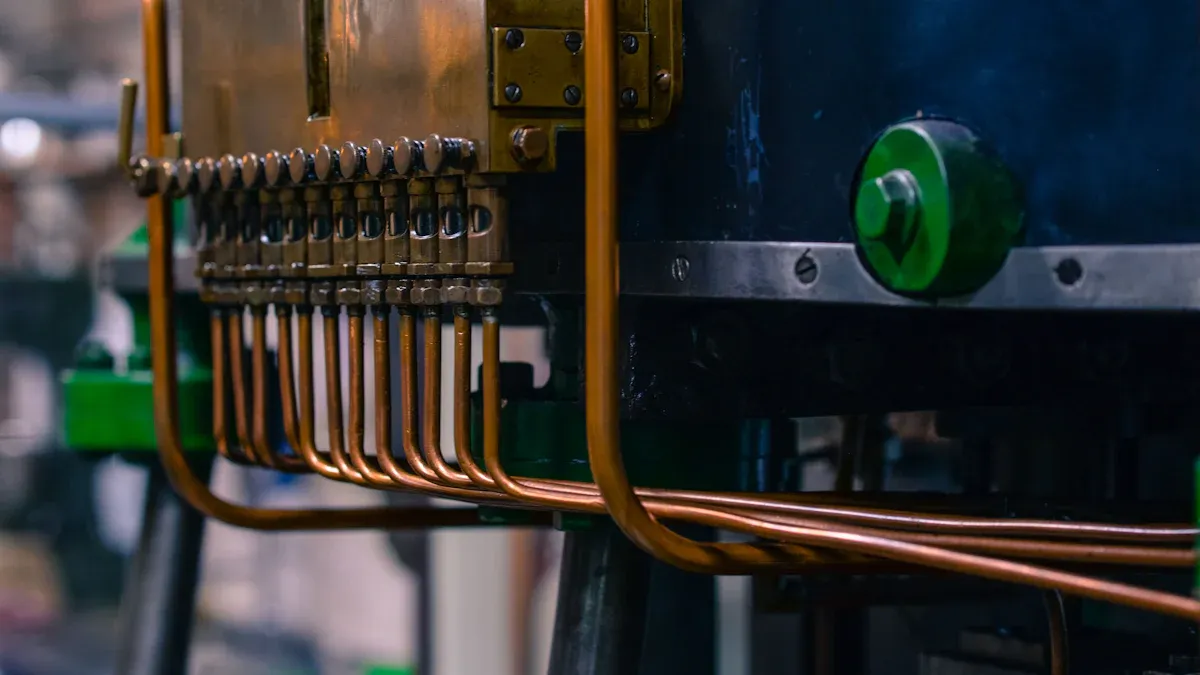
Механізми годування та викидання
Блок годування
Theгодівничий блокзабезпечує стабільне постачання сировини для пластику до ливарної машини. Зазвичай вона складається з бункера та шнека для подачі. Бункер зберігає пластикові гранули та направляє їх у циліндр, де матеріал плавиться. Гравітація та контрольовані вібрації сприяють плавному потоку гранул, запобігаючи засміченням або перебоям під час виробництва.
Сучасні подавальні установки часто включають розширені функції, такі як системи сушіння матеріалу. Ці системи видаляють вологу з гранул, що є критично важливим для підтримки якості розплаву та запобігання дефектам кінцевого продукту. Крім того, автоматизовані механізми подачі підвищують ефективність, синхронізуючи подачу матеріалу з робочою швидкістю машини. Така синхронізація мінімізує втрати матеріалу та забезпечує безперебійні виробничі цикли.
Блок викиду
Theвикидний блоквідіграє життєво важливу роль у видаленні відлитої деталі з порожнини форми після охолодження. Він використовує ежекторні штифти, пластини або повітряні потоки для вивільнення готового виробу без його пошкодження. Точність часу та сили викидання є важливою для підтримки цілісності відлитої деталі та запобігання таким дефектам, як деформація або розтріскування.
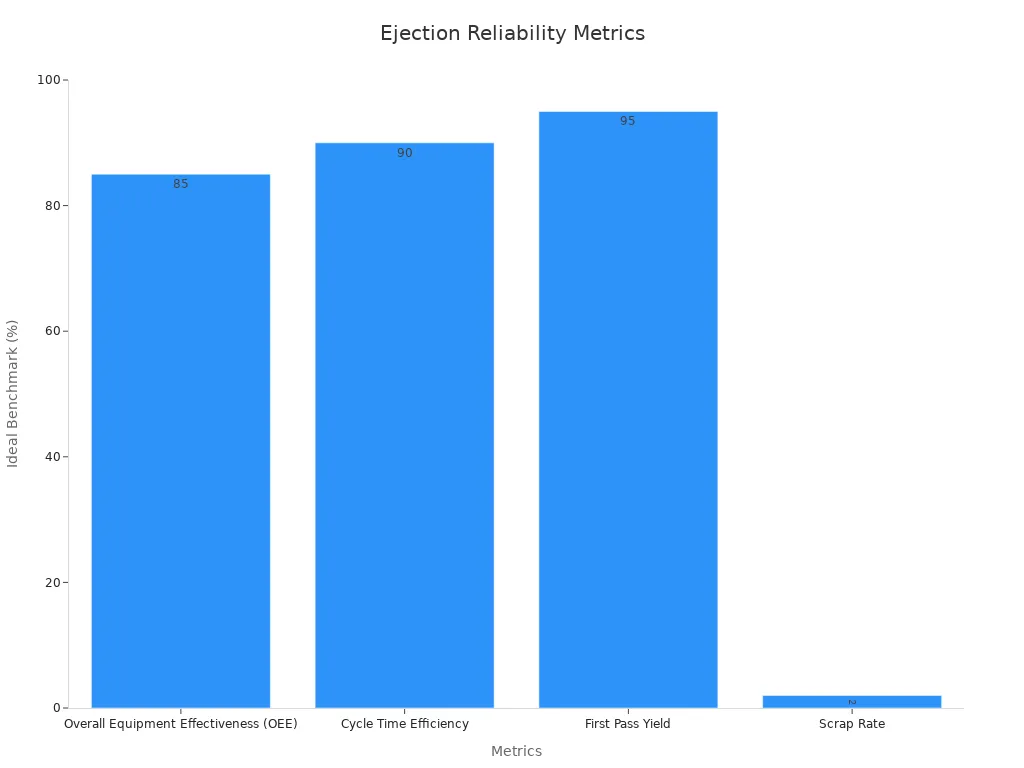
Надійні викидні установки значно скорочують час простою виробничого циклу. Такі показники, як загальна ефективність обладнання (OEE), ефективність часу циклу та вихід продукції першого проходу (FPY), підтверджують їхню ефективність. Наприклад:
| Метрика | Опис | Ідеальний бенчмарк |
|---|---|---|
| Загальна ефективність обладнання (OEE) | Вимірює ефективність виробництва; розраховується на основі доступності, продуктивності та якості. | ~85% |
| Ефективність часу циклу | Відстежує час, необхідний для завершення одного виробничого циклу; менший час підвищує пропускну здатність. | 90% або вище |
| Вихід першого проходу (FPY) | Відсоток продукції, виготовленої правильно з першого разу; високі значення вказують на ефективність процесів. | >95% |
| Коефіцієнт браку | Відсоток матеріалів, що викидаються; нижчі тарифи підвищують прибутковість. | <2% |
Удосконалені системи викидання інтегрують датчики для контролю та динамічного регулювання сили викидання. Ці інновації забезпечують стабільну якість деталей, мінімізуючи знос форми та компонентів машини. Регулярне обслуговування блоку викидання ще більше підвищує його надійність та подовжує термін його служби.
Машина для лиття пластмас під тиском поєднує в собі передові компоненти для забезпечення виняткової продуктивності. Кожна деталь сприяє ефективності виробництва, якості та надійності. Оволодіння цими системами гарантує оптимальні результати.
| Метрика | Опис |
|---|---|
| Ефективність виробництва | Відображає, наскільки ефективно сировина перетворюється на готову продукцію. |
| Коефіцієнт браку | Вказує на відсоток продукції, яка не відповідає стандартам якості. |
| Простой машини | Впливає на ефективність виробництва та експлуатаційні витрати, що є важливим для прибутковості. |
Розуміння цих показників підкреслює роль машини у досягненні стабільної високоякісної продукції.
Найчастіші запитання
1. Які матеріали можна використовувати в машинах для лиття пластмас під тиском?
Ливарні машини для лиття пластмас під тиском обробляють термопластики, такі як ABS, поліпропілен та нейлон. Вони також обробляють інженерні пластмаси, такі як полікарбонат та PEEK.
2. Як контроль температури впливає на якість продукції?
Точний контроль температури забезпечує рівномірну якість розплаву, зменшує кількість дефектів і підвищує точність розмірів. Це запобігає деградації матеріалу під час тривалих циклів обробки.
3. Які методи технічного обслуговування покращують продуктивність машини?
Регулярне змащування, перевірка гідравлічної системи та очищення живильних вузлів запобігають зносу та простоям. Датчики моніторингу забезпечують стабільну роботу та подовжують термін служби машини.
Час публікації: 28 травня 2025 р.